 |
 |
スプリングの仕事はクルマの荷重を支えること。荷重の増減に対して、高い追従性を持ち、瞬時にストロークする量を決めることが重要です。そして、ダンパーの仕事は、このストロークするスピードを決めることです。もし、スプリングが荷重に対して『リニア』に反応しなければ、いくらストロークするスピードが正しくても、ドライバーは荷重の増減を的確に感じ取ることができません。
要するに、どんな高性能ダンパーも、スプリングの性能が伴わなければまったく無意味と言えるのです。逆にスプリングが高性能であれば、いわゆる「つるし」のダンパーでも足回り性能は劇的に向上します。 |
 |
スプリングレートは、そのスプリングの硬さ(反発力の強さ)を表しています。
当然、やわらかいスプリングは縮みやすく、硬いスプリングは縮みにくいハズです。そこで、スプリングの硬さを数値化させるために、スプリングを1mm縮ませるのに必要な荷重(kg)を計測して、数値表記したもの
= スプリングレート(kgf/mm)ということになります。 たとえば、10kgf/mmのスプリングなら、1mm縮ませるのに、10kgの荷重が必要となります。
そして、2mm縮ませるなら20kgの荷重、3mm縮ませるなら30kgの荷重といったように、ストロークと荷重の関係は、正比例することから、スプリングレートは、バネ定数とも呼ばれています。
しかし、正比例するというのは、机上の話で、実際に計測器で測ってみると、ストローク量によって、スプリングレートは変化します。
つまり、スプリングレートというのは、縮み始めから最大ストロークまで、常に一定ではないのです。 |
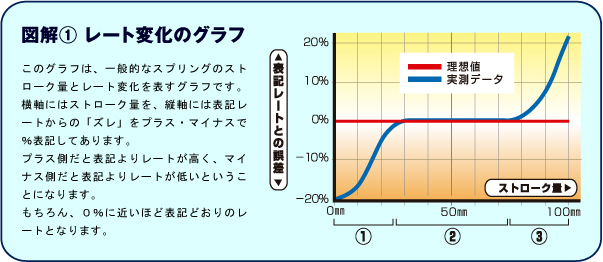 |
自由長の状態から、スプリングが縮み始める最初の約25%は、表記のレートよりやわらかくなってしまいます。
これは、スプリング両端部の形状にも左右されますが、一般的に、スプリングが縮み始める部分では、 表記レートより低い数値となります。 |
有効ストロークの25%から75%あたりでは、レートはかなり安定します。通常、スプリングに表記されている レートは、この部分の平均的なレートを指しています。 |
有効ストロークの75%以上では、コイル同士が密着していく、線間密着と呼ばれる状態がスプリングの両端 から発生し始め、レートは急激に硬くなってしまいます。 |
以上のように、実際のスプリングレートは、縮み始めの部分では、表記レートの−20%から−10%ぐらいで始まり、ストロークするにつれて徐々にレートが上がり、その後、表記レート(±0%近辺)で安定します。 そして、ストロークが大きくなると線間密着が始まり、急激にレートが硬くなってしまう(+20%以上)という性質を持っているのです。 |
 |
欧米では、kgf/mm表記ではなく、ポンド(LBS)/インチ表記が主流です。1ポンド≒0.454kgですので、ポンド表記に0.454kgを乗じ、それをストローク量1インチ(25.4mm)で割ると、kgf/mm表記に変換できます。 たとえば、500ポンドのスプリングをkgf/mmに変換する場合は…… 500ポンド×0.454kg÷25.4mm≒8.9kgf/mmとなります。 |
 |
スプリング内径のことです。(ID65は、スプリング内径が約65φという意味です)
ダンパーは、シェルケース径によりサイズが変わり、アッパーシート、 ロアシートもこのIDサイズに合わせて 製作されています。 必ず、ダンパーサイズに合った、IDをお選びください。 |
 |
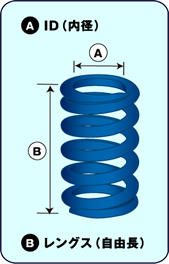 |
スプリングに荷重をかけない状態での全長です。 ダンパーのシェルケース長と、スプリングシートの調整範囲により、 使用できるレングスが決まります。 必ず、ダンパーサイズに合った、レングスをお選びください。 |
|
 |
|
この数値以上の荷重を受けると、スプリングの形状が復元できない、最大の荷重を指します。
必ず、使用環境に適合したスプリングをお選びください。 |
|
 |
|
この数値以上縮むとスプリングの形状が復元できない、最大の ストローク量を指します。 必ず、使用環境に適合したスプリングをお選びください。 |